|
|
Производитель камнедробильного и |
8 495 105 91 50 |
Металлы. Метод испытания на ползучестьГОСТ 3248-81 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
1. ФОРМА И РАЗМЕРЫ ОБРАЗЦОВ1. ФОРМА И РАЗМЕРЫ ОБРАЗЦОВ 1.1. Устанавливают основные образцы: 1.2. Допускаемые отклонения на размеры и параметр шероховатости обрабатываемой поверхности образцов должны соответствовать требованиям, указанным в табл. 1. Таблица 1
1.2.1. Допускаемые отклонения от заданной расчетной длины образца, длины участка рабочей части образца, на котором измеряется удлинение, не должны превышать ±1%. 1.2.2. Биение цилиндрического образца при проверке в центрах не должно превышать 0,02 мм. 1.2.3. Допускаемое отклонение по величине площади поперечного сечения не должно превышать ±0,5%. 1.3. Образец по форме и по размерам головок образца и переходной части от головки к его рабочей длине определяется принятым способом крепления измерителя удлинений на образце и способом крепления образца в захватах испытательной машины. Сопряжение головки образца с его рабочей частью должно быть плавным. 1.4. Образцы, имеющие коробление, механические повреждения, поверхностные дефекты в виде инородных включений, расслоений, пор, раковин, трещин (возникающих в результате механической или термической обработки), испытаниям не подвергаются. Рихтовка или другой вид правки заготовок или образцов для испытаний не допускается. 1.5. Если металл подлежит испытанию в термообработанном виде, то термообработке подвергаются заготовки для образцов. Если после термообработки металл плохо обрабатывается резанием, то эти заготовки предварительно должны быть доведены до размеров, включающих припуск на окончательную обработку и возможное коробление. Требования к металлу и размерам заготовок устанавливаются стандартами или техническими условиями на металлопродукцию. 1.6. Требования к точности измерения образцов до испытаний должны соответствовать ГОСТ 9651-84, если не предъявляются более жесткие требования. 2. ПРИМЕНЯЕМАЯ АППАРАТУРА
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ3.1. Правильность установки образца в захватах испытательной машины (отсутствие эксцентриситета) проверяется измерением при нормальной температуре упругих удлинений образца на двух диаметрально противоположных сторонах и должно быть не более 10% среднего арифметического значения деформации образца. 3.2. Образец, установленный в захватах испытательной машины и помещенный в печь, нагревают до заданной температуры (время нагрева должно быть не более 8 ч) и выдерживают при этой температуре не менее 1 ч. При необходимости продолжительность выдержки регламентируется в стандартах или технических условиях на металлопродукцию. 1. В особых случаях, если испытываемый материал имеет стабильную структуру и предназначен для длительных сроков службы, время нагрева может быть более 8 ч, а для материала, имеющего нестабильную структуру и предназначенного для небольших сроков службы, время предварительной выдержки - менее 1 ч. 2. Нагревательное устройство может применяться с защитной или иной атмосферой, если этого требуют условия испытания. 3.3. Для измерения температуры на образцах с расчетной длиной до 100 мм включительно должно быть установлено не менее двух термопар, а на образцах с расчетной длиной свыше 100 мм не менее трех термопар, распределенных равномерно по всей расчетной длине. Термопары устанавливаются так, чтобы горячие спаи плотно соприкасались с поверхностью образца: горячий спай термопары должен быть защищен от воздействия раскаленных стенок печи. 3.4. Термопары должны поверяться по ГОСТ 8.338-78. Сроки поверки термопар из неблагородных металлов должны соответствовать указанным в табл. 2. Таблица 2
3.5. Отклонения от заданной температуры испытания в любой момент в течение всего времени испытания и в любой точке расчетной длины образца не должны превышать: температура нагрева
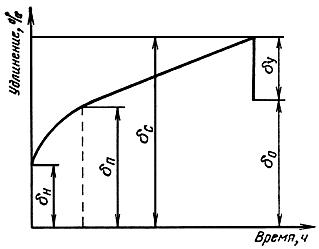
3.6. Температура испытания выбирается кратной 25, если по условиям исследования не требуется специальная температура. 3.7. После нагрева образца и выдержки при заданной температуре к образцу плавно прикладывают предварительную нагрузку, равную приблизительно 10% от заданной общей нагрузки, но при этом предварительная нагрузка не должна вызывать в образце напряжение более 10 МПа. 3.8. Одновременно с приложением нагрузки должна проводиться регистрация удлинения образца, начиная с предварительной нагрузки и на каждой ступени нагружения, если последнее осуществляется ступенями. 3.9. Продолжительность испытания и допуск на деформацию при заданных напряжениях и температуре (т.е. нагрузке, отнесенной к начальной площади поперечного сечения образца) устанавливаются для каждого материала в зависимости от его назначения. В случае определения предела ползучести по скорости ползучести продолжительность испытания должна составлять не менее 2000-3000 ч, при условии продолжительности прямолинейного участка кривой ползучести не менее 500 ч, при этом указывается метод определения. 3.10. Температура помещения во время испытания должна быть по возможности постоянной. Колебания температуры помещения во время измерения удлинения не должны превышать ±3 °С. 3.11. После окончания испытания на ползучесть образец разгружают до величины предварительной нагрузки и определяют абсолютную величину остаточного удлинения. 4. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ4.1. Результаты испытаний (кроме приемо-сдаточных) представляют графически в виде первичных кривых ползучести в координатах "относительное удлинение (т.е. деформация ползучести) - время", по которым затем определяют напряжение (т.е. нагрузку, отнесенную к начальной площади поперечного сечения образца), соответствующее условному пределу ползучести материала. 4.2. Условный предел ползучести - напряжение, которое вызывает за установленное время испытания при данной температуре заданное удлинение образца (суммарное или остаточное) или заданную скорость ползучести на прямолинейном участке кривой ползучести.
4.3. Определение условного предела ползучести проводят следующим образом:
При этом необходимо дополнительно указать время испытания, за которое была достигнута заданная скорость ползучести. 4.4. Результаты испытания на ползучесть по каждому образцу записывают по форме, приведенной в рекомендуемом приложении. ПРИЛОЖЕНИЕ (рекомендуемое). ФОРМА ЗАПИСИ РЕЗУЛЬТАТОВ ИСПЫТАНИЯ МЕТАЛЛОВ НА ПОЛЗУЧЕСТЬПРИЛОЖЕНИЕ 1. Наименование, марка (по соответствующему стандарту). 2. Химический состав. 3. Способ выплавки (тип печи) и размер слитка, заготовки. 4. Форма (прокат сортовой, прокат листовой, труба, отливка и т. д.). 5. Виды и режимы термообработки. 6. Механические свойства (предел прочности, предел текучести, удлинение, поперечное сужение, ударная вязкость, твердость). 7. Микроструктура и величина зерна. 2. Образцы 1. Из какого места взят образец (расстояние оси образца от оси слитка заготовки или изделия; продольный, поперечный). 2. Размеры расчетной части образца (длина и диаметр поперечного сечения в мм, до и после испытания, измеренные в помещении, где проводится испытание). 3. Аппаратура 1. Тип установки для испытания. 2. Точность измерения температуры. 3. Точность измерения деформации (абсолютная). 4. Условия и результаты испытаний
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- Выставка Mining World Russia 2015 21-23 апреля 2015 г. 02 Марта 2015
- Выставка «Карельский камень. Дороги Карелии - 2014», 01 Декабря 2014
- Отчет о выставке в Иране 27 Октября 2014


|
Copyright 2014 МеталлПартнер. Все права защищены |